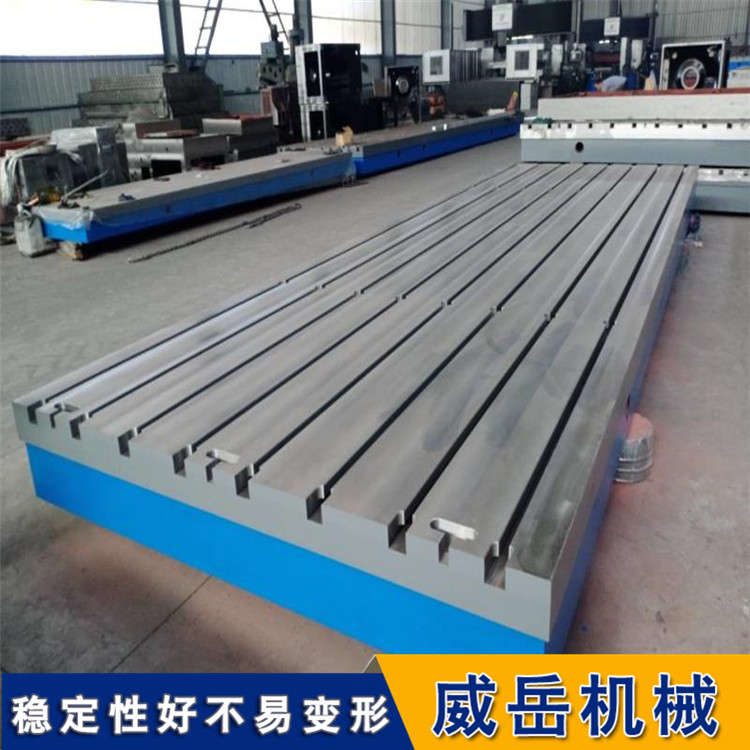
铸铁平板型紧实方法与机器造型,型砂的紧实方法粘土砂铸型(芯)的制备过程就是松散的铸铁平板型砂和芯砂在一定的力的作用下被紧实的过程。借助于砂箱、模样和芯盒及其他工具将型(芯)砂紧实成形使砂型具有一定的强度和紧实度。用单位体积内型砂的质量表示型砂的紧实程度,称为紧实度(单位为g/cm)。生产中,使用铸铁平板型砂的表面硬度来衡量紧实度,其测量比较简单、直观。机器造型的主要工作就是通过一定的紧实方法获得符合质量要求的砂型。常见的型砂紧实方法有压实紧实、震击紧实、微震紧实、抛砂紧实、射砂紧实和气冲紧实等。实际上,铸铁平板造型机设计时往往采用两种以上的紧实方法,以达到更好的紧实效果。
压实紧实。铸铁平板压实紧实是使用压板加压的方法将余砂框中的型砂压入砂箱使型砂紧实的方法。按加压方式的不同,压实紧实又可分为压板加压(上压式)、模底板加压(下压式)、对压加压三类,采用不同的压实方法时,型砂紧实度的分布也不相同。采用成形压板(压板的形状与模样形状相似)和多触头压头,可使压实砂的紧实度更加均匀。
铸铁平板震击紧实。震击紧实是一种用大振幅、低频率振动冲击进行紧实的方法。震击紧实一般利用气动装置,以压缩空气为动力产生振动,当压缩空气从进气孔进入气缸时,震击活塞驱动工作台连同充满型砂的砂箱上升进气行程,而后排气孔打开,经过惯性行程后,震击活塞急速下降,铸铁平板砂箱中的型砂随砂箱下落时,得到一定的运动加速。当工作台与机座接触时,下降的速度骤然减小到零,因此产生很大的惯情加速度。由于惯性力的作用,在各层型砂之间产生瞬时的压力,将型砂紧实。经过数次撞后得到所需的型砂紧实度。震击时,越是下面的砂层,受到的惯性力越大,越容易被紧实而在铸铁平板砂型顶部,型砂仍然处于疏松状态。为了减小震击紧实度分布不均匀的问题,需要对层型砂进行补充紧实,即在震击紧实后,用手工或风动捣固机补充紧实,还可以采用铸铁平台压实气缸为动力压实上层型砂(即震压紧实)。。http://www.chinaweiyue.com/
由于震击紧实噪声大,劳动条件差,目前很少应用。尽量减少毛刺、飞边选择分型面时,应考虑尽量减少铸铁平板上的毛刺、飞边。经济意义。避免铸铁平板合箱后再翻转铸铁平台铸型分型面的选择应能避免合箱后翻转铸型。总之,选择分型面时,需要进行多方面的对比,应根据实际生产条件,并结合经验做出正确的判断。 联系我时,请说是在88同城分类信息网看到的,谢谢!